
偏心半球閥是為解決溶液與礦漿等兩相混合流介質輸送的技術難題而研發的,它為化工、石油、燃氣及冶金等工業部門解決溶液工藝流程中因易沉淀、易結垢的溶液析出而影響流程的問題提供了可靠的控制。在石化工業生產中,沖蝕和磨損是所有閥門零部件失效的主要形式,并且此類問題往往與腐蝕同時存在,是影響閥門壽命的重要因素。
往往通過閥門結構設計、關鍵零部件的熱處理、堆焊硬質合金等工藝來提高半球閥使用壽命、耐磨損和耐腐蝕性,但仍不能滿足特殊工況條件下的使用要求。如果通過超音速火焰噴涂技術處理半球閥,在閥門內部表面形成均勻致密的結合層,涂層硬度高,耐磨耐蝕性好,有很好的力學性能,可以很好的改善閥門的使用性能。本文中主要介紹超音速熱噴涂采用Cr3C2-NiCr復合粉為原料噴涂半球閥的應用研究。
2.噴涂工作原理和結構組成
HVOF(HighVelocityOxygenFuel)超音速火焰噴涂技術是zui的熱噴涂技術之一。它使用高壓氧氣和燃料(氣體燃料或空煤油),在特殊噴槍內部燃燒形成高溫高壓速度(6倍音速以上)燃氣流,將由送粉系統輸送到噴槍的粉末以超音速噴向閥門工件表面,沉積形成致密、均勻、低氧化物含量的高硬度、高結合力涂層,廣泛應用于各種高耐磨要求的環境。
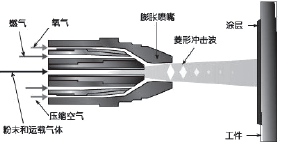
噴涂裝置如圖1所示,
利用丙烷為燃料,利用氧氣和壓縮空氣為助燃劑,在燃燒室點燃,劇烈膨脹的氣體受到噴嘴的約束形成超音速高溫火焰流,粉末沿燃燒室軸心由惰性氣體(氮氣)送入,
經過加熱與加速而噴出,高速噴向工作表面形成均勻致密的涂層。焰流是否達到超音速可通過觀察火焰中是否存在馬赫錐來判斷,當焰流達到超音速時,焰流的速度可以達到2~5馬赫,超音速火焰噴涂系統組成如圖2所示。

圖1 超音速噴涂裝置

圖2 超音速火焰噴涂系統
3.Cr3C2-NiCr噴涂的技術特性和材料特性
(1)超音速火焰噴涂技術特點如附表所示。
(2)復合粉的主要性能和典型應用Cr3C2-NiCr粉由兩種不同性能的組分構成。其中NiCr合金具有良好的耐熱耐蝕性,常用的成分是80%Ni-20%Cr。Cr-C系有Cr3C2,Cr7C3和Cr23C6三種化合物,熔化溫度分別為1810℃,1726℃和1575℃。
超音速火焰噴涂技術特點
其中Cr3C2是zui常見與zui重要的一種。這些碳化鉻所具有的特點是在金屬碳化物中抗氧化能力zui強,在空氣中只有在1100~1400℃才開始顯著氧化。在高溫條件下依然保持相當高的硬度。Cr3C2還具有很強的耐蝕性和耐磨性,在稀硫酸溶液中是1Crl8Ni9Ti不銹鋼耐蝕性的30倍,而在蒸汽中則是Co-WC合金的50倍。用NiCr-Cr3C2噴涂電廠鍋爐爐管,管壁磨損量由1.5~2.0mm/a減少到0.03mm/a,使其工作壽命延長至七年以上。通常用NiCr作為耐熱合金粘結相與Cr3C2硬質相近熱噴涂形成涂層,就構成了優良的抗高溫耐磨材料。
采用HVOF或等離子噴涂工藝,使NiCr合金與Cr3C2陶瓷能有充分的條件形成均質的金屬陶瓷涂層,這種涂層在高溫條件下具有耐磨損、耐沖蝕、氣蝕和微振等功能,同時也抗高溫氣體(即使是含S氣體)腐蝕及高溫氧化等特性。典型的應用是:閥門、燃煤鍋爐爐管(電廠、造紙廠)、冶金退火爐輥、液壓機閥門、燃桿芯軸、風檔、內噴嘴支撐,泵套、熱碎輥、活塞導軌、撥叉、壓氣機氣密封、伸縮接頭、水輪機噴嘴及假造工具等。
4.超音速噴涂的工藝特征
偏心半球閥超音速噴涂技術的基本工藝流程主要有:表面處理及噴砂→工件檢查→噴涂(磨削加工)等3大步驟,下面詳細介紹各個工藝流程。
(1)表面處理和噴砂 為了把工件表面的銹皮等一切污物清除,并在工件表面建立起十分重要的基礎(即通常所謂的毛面),噴涂前的半球閥噴涂零部件,必須經過表面清潔處理和噴砂粗化處理。而且根據半球閥零部件材料不同,可以通過調換不同磨料,達到不同程度的表面粗糙度,大大提高工件與復合粉的結合力,使粘接件粘接更牢固,質量更好。
(2)工件檢查噴砂后工件檢查的主要工作是常規檢查外觀、裂紋鑄造缺陷,密封面處是zui關鍵的部位,有些存在裂紋和拉毛嚴重的問題,需要對裂紋和坑包進行修復,使其表面光整。
(3)噴涂氧氣和加熱后的液態燃料通過混合系統在高壓下輸入燃氣室燃燒產生高壓氣流,氣流通過拉瓦爾型噴嘴膨脹,加速到2000m/s左右,粉末在N2的輸送下注入氣流中,該氣流將粉末粒子加熱并加速到二次噴嘴,以便于粒子攜帶較多能量沖擊到閥門零部件的表面基材上。超音速噴涂并不熔化粉末而僅僅是將其軟化,使粒子氧化和分解在涂層內降至zui低溫度。經過連續幾次噴涂后,結合強度大、孔隙率低、硬度高的涂層厚度達到0.2~0.3mm,經噴涂加工后的半球閥閥座零件如圖3所示。噴涂后根據工況需要,選擇合適的封孔劑。
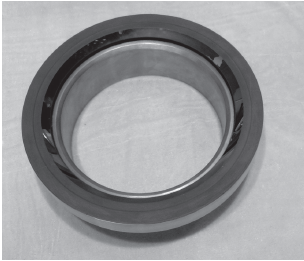
圖3 噴涂加工后閥座
5.結語
將超音速熱噴涂技術應用在半球閥領域,能夠達到偏心半球閥所要求的涂層厚度、硬度、表面粗糙度及腐蝕性和耐磨性的要求。通過選擇Cr3C2-NiCr復合粉制造出滿足不同要求的涂層,根據中州鋁廠和化工企業反饋的信息,使用超音速噴涂技術進行噴涂處理的“鴻宇牌”半球閥在氧化鋁料漿和強酸等介質中的使用壽命提高了5倍左右。根據現場反饋的情況,采用超音速熱噴涂Cr3C2-NiCr復合粉的技術是可行的,并且市場前景非常寬廣。

© 永嘉鴻宇閥門有限公司 版權所有 備案號:浙ICP備14017381號-3 技術支持:環保在線 GoogleSitemap 總訪問量:294103 管理登陸